简约而不简单,我们的精密钢管30CrMnTi精密管合作共赢产品视频将用直观的方式展示产品的核心价值。
以下是:延安富县精密钢管30CrMnTi精密管合作共赢的图文介绍

融拓金属材料(富县分公司)一家专业生产销售 [钢管]的企业,公司地里位置优越,交通便利,运输发达。公司奉行销售优质的产品,满足客户的需求,一切以顾客为中心,牢牢把握市场。我公司产品包括: [钢管]。公司技术力量雄厚、重视市场营销。公司精神“追求卓越 报国利民”公司宗旨:提供满足用户需求的优质产品,让顾客满意的优质服务。以“真诚到永远”的服务满足客户的要求。


45#精轧管成品状况为:内外壁亮光无氧化层,精轧管光洁度很高,接受高压、无泄漏、高精细、高光洁度、冷弯不变形、扩口、压扁无裂缝、外表防锈处理,广泛用于液压体系用精细钢管、注塑机用精细钢管、液压机用精细钢管、船舶制作用钢管、EVA发泡油压机械、精细油压裁断机用无缝钢管、制鞋机械、液压设备、高压油管、液压油管、卡套接头、钢管接头、橡胶机械、锻压机械、压铸机械、工程机械、混泥土泵车用高压钢管、环卫车用、轿车行业、造船工业、金属加工、军工、柴油机、内燃机、空压机、建筑机械、农林机械等 ,完全可以代替同规范的进口45#精轧管.
机械生产中轿车、机械配件、精密仪器等用对钢管的精度、光洁度有很高请求的机械。如今的45#精轧管用户不仅对精度请求高、一起对光洁度请求也很高,因精细亮光无缝钢管精度高,公差能保持在2--8丝,所以很多机械加工用户为了节约工、料、时的损耗,用料将由无缝钢管或许圆钢正渐渐的转变为精细亮光无缝钢管.



由于拉伸试验不便于测试,并且由硬度换算到强度很方便,因此人们越来越多地只测试材料硬度而较少测试其强度。特别是由于硬度计制造技术的不断进步和推陈出新,一些原来无法直接测试硬度的材料,如精密无缝钢管、不锈钢板和不锈钢带等,现在都已经可能直接测试硬度了。所以,存在一个硬度试验逐渐代替拉伸试验的趋势。
在不锈钢材料的 标准中大多数都同时规定了拉伸试验和硬度试验。对于那些不便于进行硬度试验的材料,例如精密无缝钢管就只规定了拉伸试验。在不锈钢标准中,一般都规定了布、洛、维三种硬度试验方法,测定HB、HRB(或HRC)和HV硬度值,规定三种硬度值只测其一即可。特别是本公司 研制的便携式表面洛氏硬度计、管材洛氏硬度计,可以对薄至0.05mm的不锈钢板、不锈钢带以及细至¢4.8mm的精密无缝钢管进行快速、准确的硬度检测,使得过去在国内难以解决的问题迎刃而解。


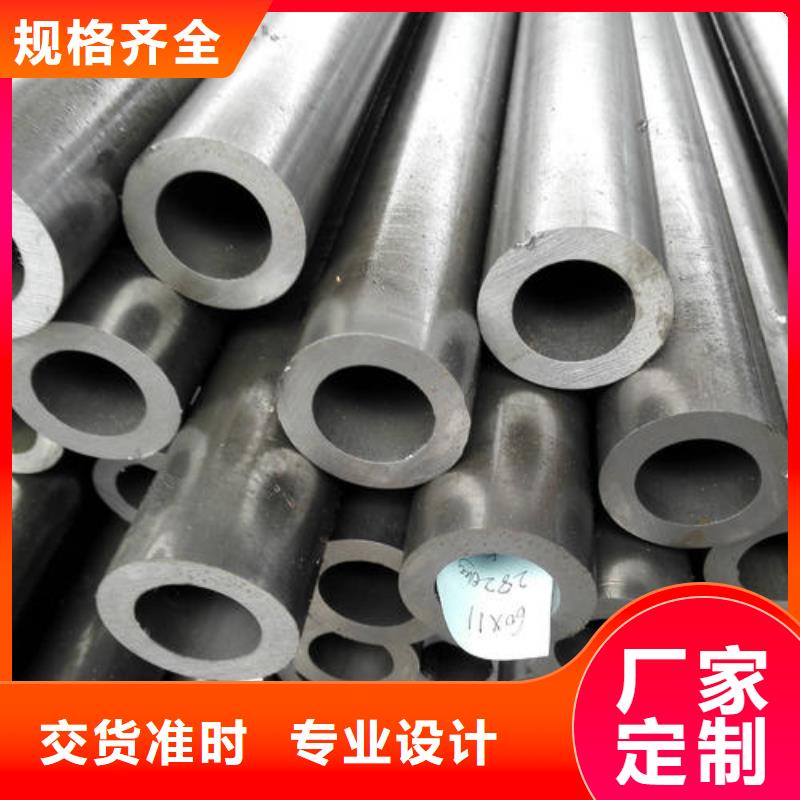
精轧管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精轧管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精轧管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
常用材质:精轧管的常用材质为10 、20 、35 、45 。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10 ,35 ,16Mn,40Cr.精轧管的制作程序是比较繁琐的,生产的状况也是比较好的,性能是比较优越的,在使用上也是不断地进行发挥出来良好地作用的,因此的话精轧管从某种意义上来说是一种良好的钢材类型。
大多数的精轧管是可以进行加工的,在加工的时候一定要和厂家说清楚您的用途是什么,需要什么规格和型号的,加工的方式和温度都要说清楚,这样的话厂家可以根据您的描述进行自由去选择加工的方法和方式以及结构。精轧管是我们比较熟悉的,在加工的时候一定要附带您的联系方式,还有相关的精轧管的邮寄地址等等。






 扫一扫
扫一扫