想要一睹螺旋管多种规格供您选择产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:红河开远螺旋管多种规格供您选择的图文介绍
聚力群达金属材料(红河市开远市分公司)一家专业做 钢梁工字钢的公司。的员工,先进的技术,精良的设备,严格的管理是公司得以不断发展养大、产品能够赢得用户依靠的根本所在。“、可靠、专业”是我们生产精神和服务信念。十几年来,聚力群达金属材料(红河市开远市分公司)在吸取国内外先进技术和工艺的基础上,集多年来在衡器行业的智慧和经验,产品的精度、稳定性、可靠性居全国领先地位。

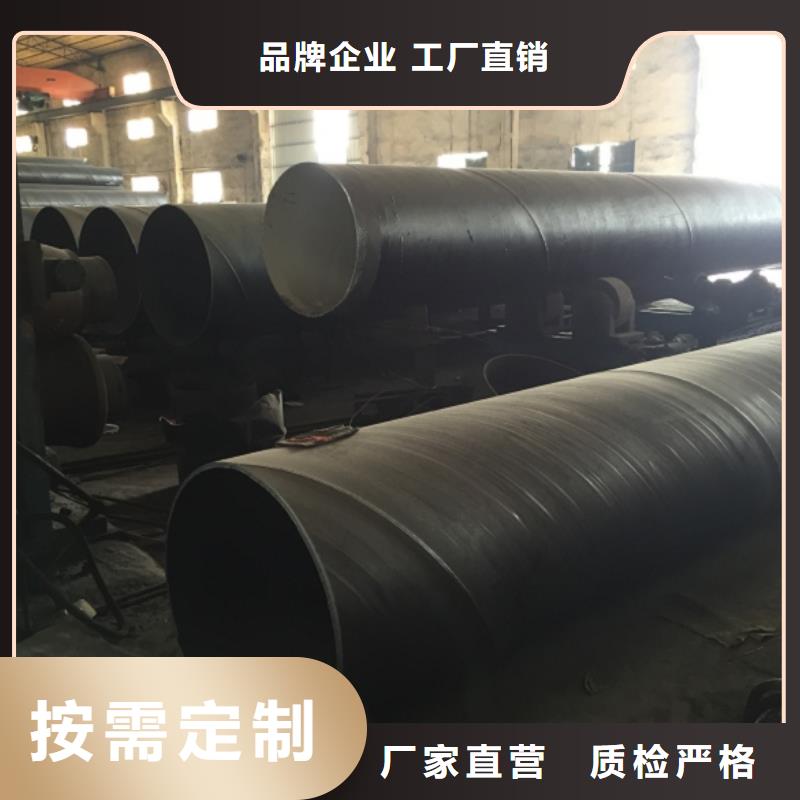
大口径螺旋管?是现在用的比较普遍的一种钢管材料
它具备的重要特点就是。使用的范围非常的广泛除了上面介绍的这些行业之外,像输送石油的行业、红河开远同城天然气运输行业也会使用这种钢管材料。理论上来说这种钢管可以用来进行煤气运送、红河开远当地水运送、红河开远空气运送、红河开远本地蒸汽运送等多种材料的运送。而且使用这种材料本身付出的成本并不高。这种钢管产品第3个重要特点就是适应能力特别好。在各行各业都能够使用这种材料,并且其使用寿命很长,尤其是对周围环境拥有十分良好的适应性。使用这种材料不用担心在环境中出现被腐蚀情况。而且这个材料本身安装和加工都比较容易。现在国内已经有了非常成熟的安装施工以及生产这种材料的方法。该类型的钢管在使用过程中清洁起来也非常的容易,只需要使用普通的乳剂清洗液就可以迅速的其表面附着的油污、红河开远附近尘土等污染物。

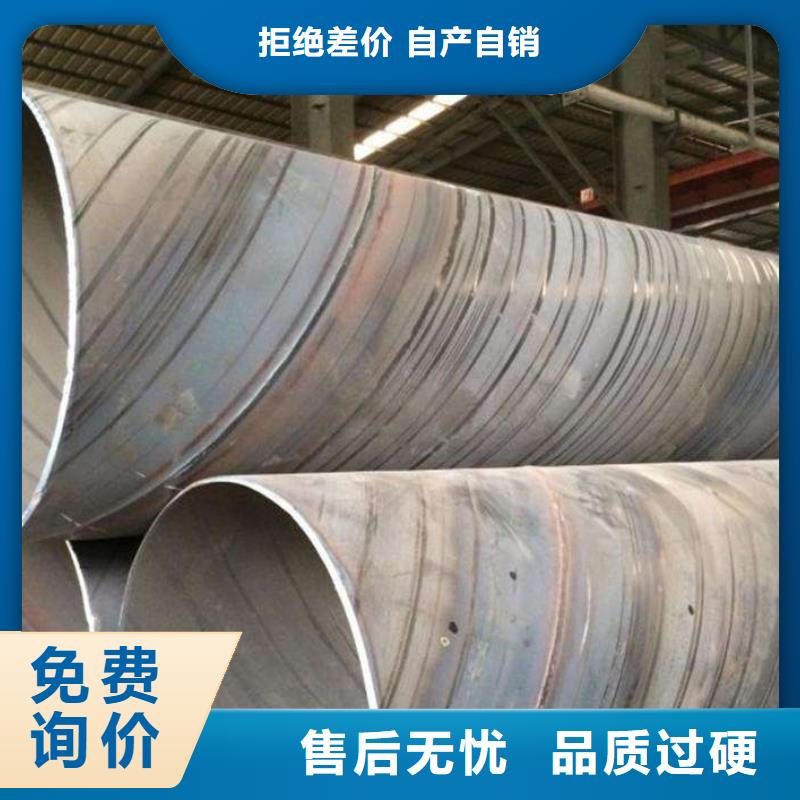
螺旋管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。
焊接加工
1.如果间隙太大,则邻近效应会降低,涡流热会不足,焊缝晶间接头会变质且未熔合或破裂。
2.如果间隙太小,则邻近效应会增加,焊接热会太大,焊缝会烧焦; 否则将压制和轧制焊缝以形成深坑,这会影响焊缝的表面质量。


螺旋管标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、红河开远本地天然气的管线;承压 流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成 型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、红河开远煤气、红河开远本地空气和蒸汽等一般低压流体输送用埋弧焊钢 管 现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、红河开远附近也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、红河开远当地GB/T9711.1-1997(国标、红河开远本地也叫石油天然气工业 输送钢管交货技术条件 部分:A级钢管)、红河开远API-5L(美国石油协会、红河开远当地也叫管线钢管)、红河开远本地SY/T5040-92(桩用螺旋缝埋弧焊钢管)
螺旋钢管的检验工艺技术如下:原材料检验——校平检验——对接焊检验——成型检验——内焊检验——外焊检验——切管检验——超声波检验——坡口检验——外形尺寸检验——X射线检验——水压试验——终检验








 扫一扫
扫一扫