


 扫一扫
扫一扫





新物通物资(靖江市分公司)是生产 35号珩磨管、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管的专业性企业,已有多年的 35号珩磨管、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管生产历史。公司是以 35号珩磨管、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品为主业,集研发、制造、销售服务于一体,建有完整的质量保证体系,技术力量雄厚,检测手段先进。 本公司产品按标准 设计制造,企业技术力量雄厚,建有先进的 35号珩磨管、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管性能测试系统,以科技为先导,不断进行创新,面向市场生产用户满意的 35号珩磨管、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品。


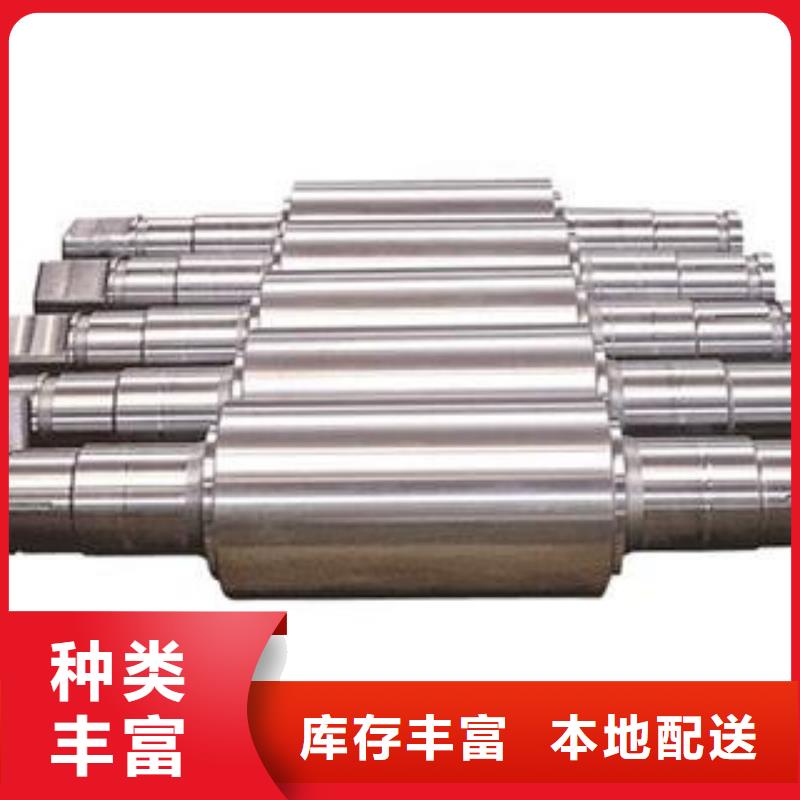
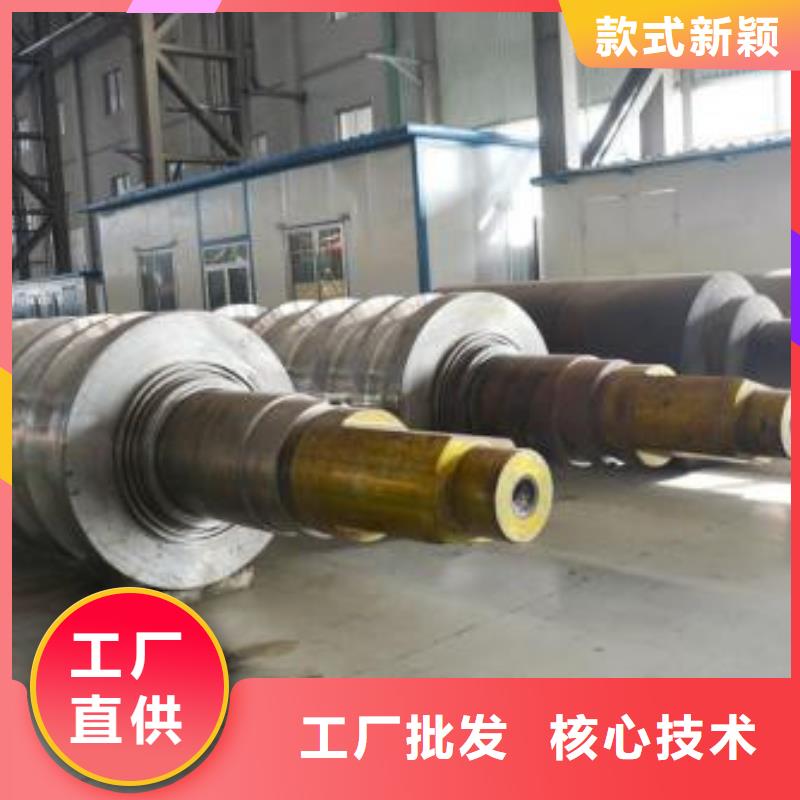
轧辊是轧机的重要部件,按照轧机类型可分为领带轧机轧辊、型钢轮机扎辊和钢管轧机轧辊三大类。
板带轧机轧辊的辊身呈圆柱形,热乾板带轧辊的辊身凹,当受热膨胀时,可保持较好的扳形;冷轧板带轧辊的辊身呈凸,当它受力弯曲时可保证良好扳形;型钢轧机轧辊的辊身上有轧槽,根据型钢轧制工艺要求,安排孔型。钢管轧制中采用斜轧原理轧制的轧辊有圆锥形、腰鼓形或盘形。
轧辊按辊团硬度可分为:
(1)软辊;肖氏硬度约为30一40,用于开坯机、大型型钢轧机的租轧机等。
(2)半硬辊:肖氏硬度约为40一60,用于大型、中型、小型型钢轧机和钢板轮机的租轧机。
(3)硬面辊:肖氏硬度约为60一85,用于薄板、中板、中型型钢和小型型钢轧机的稿轧机及四辊轧机的支撑辊。



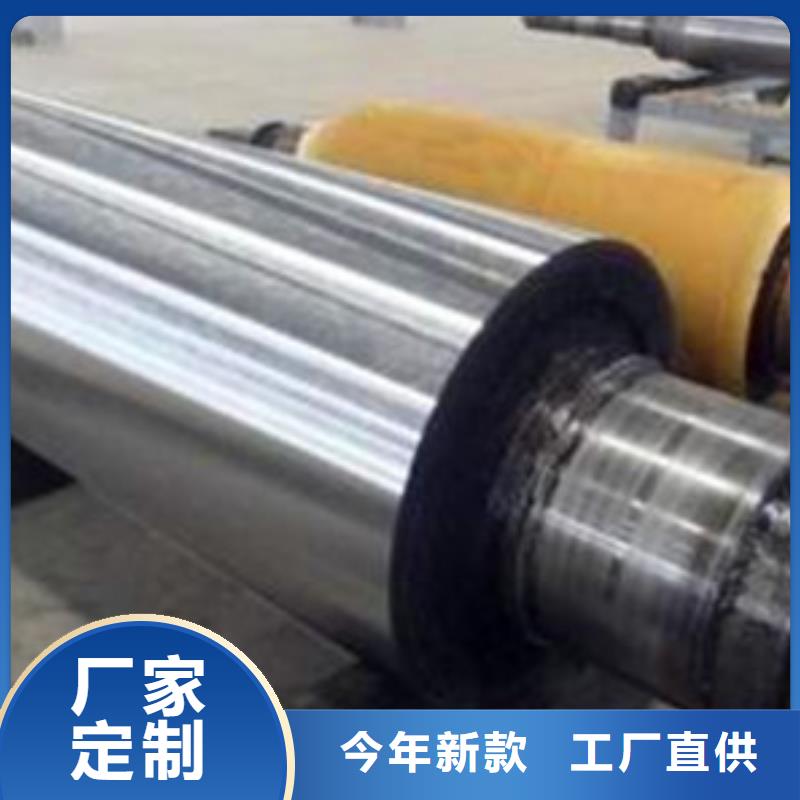
其主要质量要求有强度、硬度、耐热性及耐用性。轧制强度是基本的指标,在满足强度要求的同时,还必须有一定的耐冲击韧性。要使轧辊具有足够的强度,主要从选择轧辊材质及确定合理的轧辊结构与尺音上考虑。轧辊强度足够与否,可根据轧辊强度计算确定。
硬度通常是指轧辊工作表面的硬度,也是轧辊的主要质旦指标。它决定轧辊的耐磨性,在一定程度上决定轧辊的使用寿命。轧辊的硬度可通过材料选用及对轧辊表面进行某种热处理来满足要求。另外,对于热轧辊来说,它还应具有一定的耐热性,以保证轧制产品的精度,同时也决定轧辊的使用寿命。随着轧制技术的发展及市场的激烈竞争,对轧辊的技术要求越来越难。提高轧辊的使用寿命,可降低产品酌生产成本,对于板带轧机的轮辊来说,对轧辊表面质量提出了更高要求。





技术支持:s797.com